CNC
Maschinenpark
Maschinenpark | Ausrüstung | Verfahren
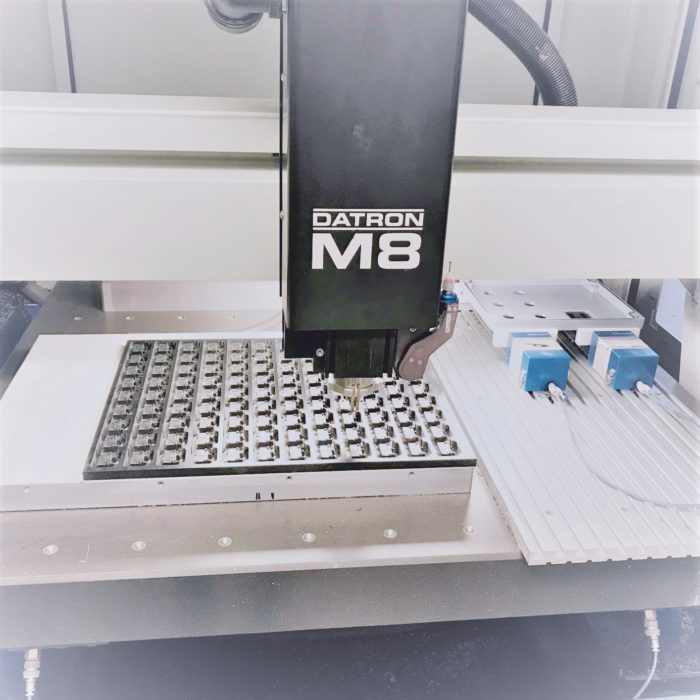
DATRON-1
Unsere Datron-1 verfügt vorn über ein Vertikalspannsystem.
Dort sind seitliche Bearbeitungen an Teilen oder hohen Gehäusen möglich, die auf dem Vakuumtisch oder dem Schraubstockbereich nicht passen würden.
Die Aufspannung erfolgt pneumatisch.
Alle drei Maschinen haben einen Präzisionsmesstaster zum Anstasten der Werkstoffgeometrie. Somit ist auch bei zweiseitiger Bearbeitung eine geringe Toleranz möglich.
Bauteile oder Gehäuse mit leichten Biegungen oder Wölbungen werden über ein definiertes Messfeld vor der Bearbeitung abgetastet, um die Bearbeitungen der Z-Achse mit kleinster Toleranz zu ermöglichen.

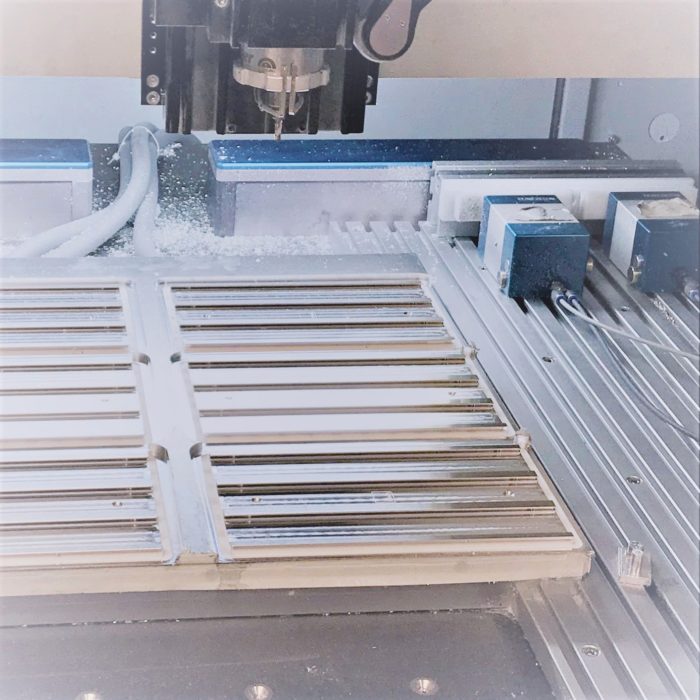
DATRON-2
Bei der Datron-2 steht Anstelle des Vertikalspannsystems mehr Raum rund um den Vakkumtisch zur Verfügung.
Dies erlaubt das Aufspannen von Platten die über die Größe des Tisches (650 x 450 mm ) hinaus gehen.
Zur Einzelstückbearbeitung ist zudem der Schraubstockbereich größer ausgeführt.
Alle drei Maschinen verfügen über einen automatischen Werkzeugwechsel, die Werkzeugstation nimmt 32 Werkzeuge auf.Der größte Schaftdurchmesser ist 8,0 mm, kleinere Werkzeuge mit 6,0 oder 3,0 mm werden über Adapter aufgenommen.
DATRON-3
Datron-3 ist ausgeführt wie Datron-2 und dient als Ergänzung bei hoher Auftragslage mit großen Stückzahlen.
Der Vakkumtisch ist bei dieser Maschine nach rechts in den manuellen Spannbereich versetzt, um darauf die Breite voll umfräsen zu können.
Bei allen drei Maschinen wird die Länge jedes Werkzeugs vor und nach der Bearbeitung auf einem Messtaster geprüft. So wird spätestens beim Werkzeugwechsel ein Klingenbruch des Fräsers erkannt und der Austausch des Werkzeugs eingeleitet.
Rohmaterial
Auf unseren Maschinen verarbeiten wir Zuschnitte in Stärken bis 25 mm.
Folgende Materialstärken haben wir immer am Lager:
Aluminium:
1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 15,0 | 20,0 | 25,0
PVC:
1,0 | 1,5 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 15,0 | 20,0
Acryl:
1,5 | 2,0 | 3,0 | 4,0 | 5,0

Zuschnitt
Tafeln bis 2,0 mm können im Hause geschnitten werden, stärkeres Material wird bereits gesägt in diesen Formaten angeliefert:
Standard Nutzengrößen:
663,0 x 470,0 mm ( 6 Nutzen aus 2000 x 1000 )
497,5 x 396,0 mm ( 10 Nutzen aus 2000 x 1000 )
594,0 x 369,0 mm ( 20 Nutzen aus 3000 x 1500 )
594,0 x 495,0 mm ( 15 Nutzen aus 3000 x 1500 )

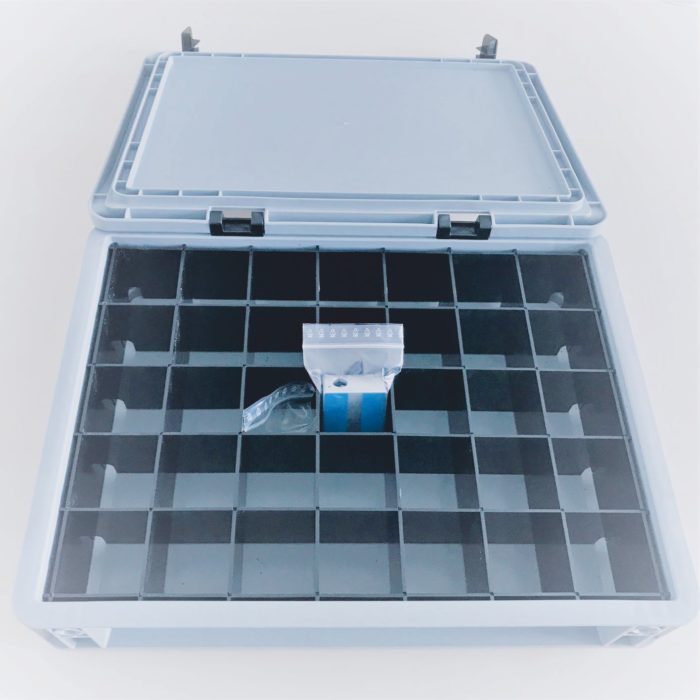
Logistik, Kanban-Behälter
Nach dem CNC-Fräsen leiten wir die Rohteile an externe Partner zur Oberflächenbearbeitung (Strahlen, Eloxieren, Siebdruck).
Nach Rücklieferung erfolgt die abschließende Kontrolle und ggf. die Endmontage (Dichtungen) im Hause, darauf dann Versand an den Kunden.
Um ein schnelles Handling in allen Prozessschritten und einen bestmöglichen Schutz des Bauteils zu erreichen, haben wir ein eigenes System an Kanban Kreislaufbehältern entwickelt.
In verschließbaren Boxen von Auer bringen wir ein Raster aus PVC-Elementen ein, welches auf das Werkstück angepasst ist.
Vorteile
- Vermeidung von Verpackungsabfällen durch nachhaltige Kreislaufverpackung.
- Sicherer Transport - auch durch Paketdienste, dadurch geringere Frachtkosten gegenüber Zufuhr durch Speditionen.
- Keine Stoßbeschädigung am Bauteil wenn ein Paket herunterfällt
- Schnelles Aus- und Einpacken an den jeweiligen Prozessstationen
- Schnelle Prüfung der Liefermenge, weniger Zeitaufwand in der Wareneingangskontrolle

BANDSCHLEIFEN

Die Schleifanlage wird zur Herstellung von Frontplatten und Blenden eingesetzt, wenn höhere Anforderungen an die Oberfläche bestehen.
Viele Teile fertigen wir automatisch im Nutzen mit Anbindung über Stege. Diese werden nach dem Ausbrechen der Teile abgeschliffen.
FÜGEN und PRESSEN

Manuelles Einpressen von Gewindestiften, Bolzen und Hülsen zur Befestigung von elektronischen Elementen.
Ein entsprechendes Sortiment des Herstellers PEM halten wir dazu am Lager.
BIEGEN

Die Abkantbank erlaubt das Biegen von Blechteilen bis 2,0 mm Stärke.
Durch justierbare Anschläge und verschiedene Stempel wird bei Kleinserien ein reproduzierbares Ergebnis erreicht.
Wir sind damit in der Lage, schnell einen Prototyp für Blechgehäuse in Alu zu realiseren. Hierzu wird das Blech in offener Biegeabwicklung gefräst und anschließend gefaltet.
Für Serien (meist in Edelstahl) nutzen wir einen Partner in der Region sowie einen Lieferanten im EU-Ausland.
BOHREN

Nicht immer lassen sich alle Bohrungen fräsen.
Wo nötig leisten wir die entsprechende Handarbeit.